







武漢漢深高精科技有限公司是集產品設計、模具制造、塑料制品、機械零件加工等設計與制造及生產加工,注塑模具加工廠,擁有一批高素質經驗豐富的工程技術人員,集科研、開發、生產、銷售和技術服務于一體的高科技企業,本公司以追求質量、誠信經營、開拓進取、服務客戶為宗旨。

凸模和凹模的間隙
拉深模間隙是指單面間隙。間隙的大小對拉深力、拉深件的質量、拉深模的壽命都有影響。若值太小,凸緣區變厚的材料通過間隙時,校直與變形的阻力增加,與模具表面間的摩擦、磨損嚴重,使拉深力增加,零件變薄嚴重,甚至拉破,模具壽命降低。間隙小時得到的零件側壁平直而光滑,質量較好,精度較高。
武漢漢深高精科技有限公司是集產品設計、模具制造、塑料制品、機械零件加工等設計與制造及生產加工,擁有一批高素質經驗豐富的工程技術人員,集科研、開發、生產、銷售和技術服務于一體的高科技企業,本公司以追求質量、誠信經營、開拓進取、服務客戶為宗旨。

模具側壁的加工
對模具側壁的加工,應用三軸加工中心刀具長度要比側壁深度大,也是由側壁深度來決定刀具長度的,若增加刀具的長度,其強度則會明顯降低,若刀具長度高于3 倍徑,讓刀現象便會發生,工件的質量將難以保證。如應用五軸加工中心對模具的側壁加工,能利用主軸或是工件的擺動,使刀具與模具側壁始終呈現出垂直的狀態,銑模具側壁時可以使用平面銑刀,這樣可以提高工件質量并延長1刀具的使用壽命。

模具設計中,遇到很多各式各樣的產品,每個產品都有不同的出模方案,沒有的答案!只有更合適的選擇,這樣可以做,那樣也可以做!不同的人遇到同一個產品也會有不同的方案,但終的結果是一樣的,究竟哪種方案是好的呢,成本重要還是考慮加工方便或者模具結構更簡單等等這些方面都需要我們去衡量,但終決定傾向哪方面,這往往是客戶決定的。
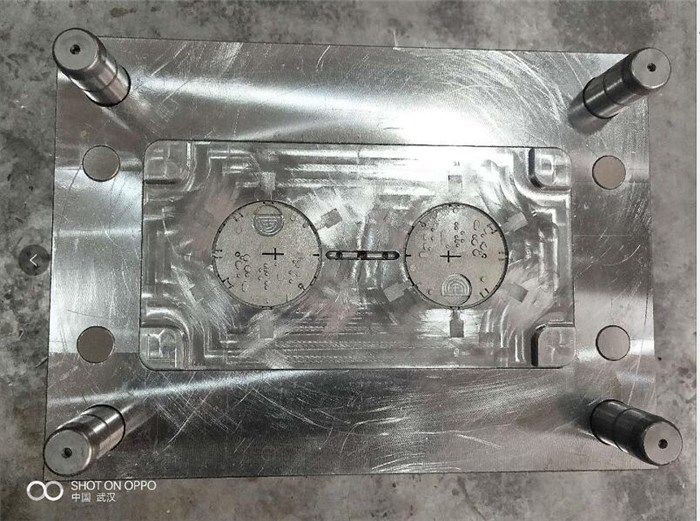
這種產品你們心中的方案是怎樣的呢?
我們來看看上圖這個產品,這是一個開口的產品,從放大圖可以看出內側周圈倒扣,這里要出結構實現脫模,那么我們究竟選擇哪種方案出模呢?你們又是更傾向哪種結構呢?
按照我們公司一般的常規做法就是,兩個角落出行位,三邊出斜頂,這樣頂出是好的,基本不用很多頂針頂出,之前也是做過很多這樣類似的產品,有經驗,所以就選這種方案!然后做DFM給客戶確認,以為客戶會接受這種方案,畢竟有時候很多客戶要的是產品,才不會管你的模具結構是如何的,你只要把產品生產出來給我就行了!
我們自己選擇的方案
然而這個客戶倒是比較在乎模具結構,有自己的想法,所以回復NO,OK,給出了他們的方案,兩個角落處斜頂,三邊出行位,剛剛和我們的方案相反!其實這種產品就像我們開頭所說的,這樣的方案可以,那樣的方案也行,沒有的答案!就看客戶怎么選擇了。
這是客戶給過來的方案
至于為什么客戶要選擇這種方案呢,理由是客戶那邊也有類似的產品就用這種結構,而且正在生產中,想必是沒什么問題,可以穩定生產,所以沒必要再去考慮其他結構可能帶來的不穩定性。既然如此我們也放棄之前的方案,其實遇到這種情況,毫無疑問的去接受,因為客戶就是上帝!
您好,歡迎蒞臨漢深科技,歡迎咨詢...
 觸屏版二維碼 |





